╩š▓ž▒ŠšŠ | ŠWšŠĄžłD | ųą╬─ | English | ¦Ō¦Õ¦Ń¦Ń¦▄¦┌¦█






ė╔ė┌į┌õōųŲ╚½║ĖĮėŪ“ķy╔·«aĢrŻ¼Łh┐p║ĖĮėĄ─║ĖĮėģóöĄ┐žųŲĄ├▒╚▌^ć└Ė±Ż¼Łh┐p║ĖĮė║¾Ą─ķy¾w║ĖĮė╩š┐s┴┐Š∙ä“Ż¼╗∙▒Š┐žųŲį┌ę╗Č©Ą─ĘČć·ā╚Ż¼╦∙ęįŪ“ķy║ĖĮė║¾Ą─ķ_åóąį─▄┴╝║├Ż╗ē║┴”įć“׊∙¤oą╣┬®Ą─¼FŽ¾Ż╗Ū“ķyŁh┐pĮø│¼┬Ģ▓©Ż©UTŻ®¤oōp╠Įé¹Öz“ׯ¼║ĖĮė┘|┴┐┴╝║├Ż¼║Ė┐p┘|┴┐Ą─║ŽĖ±┬╩×ķ100%ĪŻ
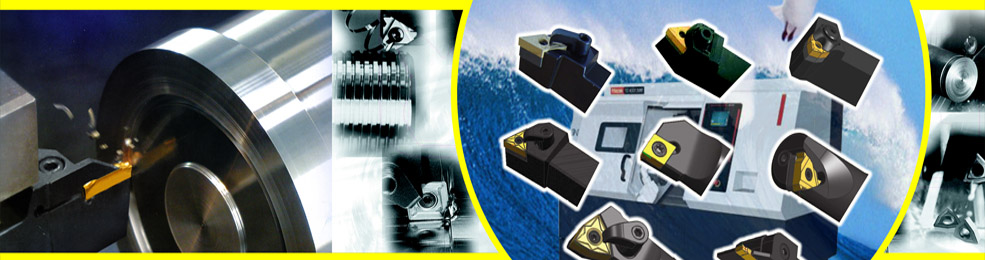
Ė∙ō■õōųŲ╚½║ĖĮėŪ“ķyĄ─ĮYśŗ║═▀xė├Ą─▓─┴Ž╝░╬„ÜŌ¢|▌öČ■ŠĆ╣ż│╠õōųŲ╚½║ĖĮėŪ“ķyįćųŲ╝╝ągęÄĖ±Ģ°ī”Ū“ķy║Ė┐pĄ─║ĖĮėę¬Ū¾Ż¼įOėŗ┴╦╣▄ŠĆŪ“ķyĄ─║ĖĮė╣ż╦ćĪŻŲõ║Ė┐pĄ─║ĖĮė╣ż╦ćų„ę¬ęį┬±╗Ī║Ė╣ż╦ć×ķų„Ż¼▓ó▌oėą╩ų╣żÜÕ╗Ī║Ė╣ż╦ćĪŻŠ▀¾w║ĖĮė╣ż╦ćįOėŗ╚ńŽ┬Ż║
1Īóųą¾w┼cū¾Īóėę¾wŁh┐pŻ¼▓╔ė├┬±╗Ī║Ė╣ż╦ćĪŻ
2Īóū¾Īóėę¾w┼c▀^Č╔Č╬Ą─Łh┐pŻ¼▓╔ė├┬±╗Ī║Ė╣ż╦ćĪŻŲ┬┐┌ą╬╩Į┼cųą¾w┼cū¾Īóėę¾wŁh┐pŽÓ═¼ĪŻŁh┐p║ĖĮė║¾▓╔ė├ā╚▒┌ā╚ńMĄ─╝ė╣żą╬╩ĮŻ¼╝ė╣żų┴łD╝łęÄČ©ų«│▀┤ńĪŻ
3Īó▀^Č╔Č╬┼cąõ╣▄Ą─Łh┐pŻ¼▓╔ėą╩ų╣żÜÕ╗Ī║ĖĘŌĄūŻ¼┬±╗Ī║Ė╣ż╦ćĪŻ
4Īóųą¾w┼cŅ^Ņiū∙ĮŪ║Ė┐pŻ¼▓╔ė├ĮŪ║Ė┐pīŻė├║ĖĮėįOéõ▀Mąą┬±╗Ī║Ė║ĖĮėŻ║Ų┬┐┌ą╬╩Į×ķ╣▄ū∙å╬├µķ_45ĪŃĦµiĄūĄ─å╬Vą╬Ų┬┐┌ĪŻ║ĖĮė║¾▓╔ė├ā╚▒┌ā╚ńMĄ─╝ė╣żą╬╩ĮŻ¼╝ė╣żų┴łD╝łęÄČ©ų«│▀┤ńĪŻ
5ĪóŲõ╦³ę²┴„╣▄ĮŪ║Ė┐pŻ¼▓╔ė├╩ų╣żÜÕ╗Ī║ĖĄ─║ĖĮė╣ż╦ćĪŻ
6Īóų¦ō╬ū∙ĪóĄ§Č·Ą─ĮŪ║Ė┐pŻ¼▓╔┤©╩ų╣żļŖ╗Ī║ĖĄ─║ĖĮė╣ż╦ćĪŻ
õōųŲ╚½║ĖĮėŪ“ķy╚ń║╬▀Mąą├▄ĘŌąį─▄įć“×

╚╝ÜŌė├╚½║ĖĮė╣╠Č©╩ĮŪ“ķy